スポット溶接の品質不良「電流値不足の原因」
2010年4月19日 公開
/ 2021年2月25日 更新
技術
基礎編 3
電流値不足の原因として
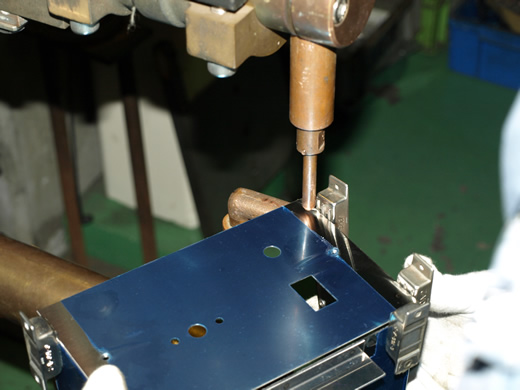
(2)上部、下部アーム内に大幅に製品を入れ込まなくてはいけない場合、強磁性である場合、鋼板の寸法や電極に対する相対位置によって溶接電流が変化します。 まして多方面でのスポット溶接箇所がある場合さらに複雑になります。
(3)メッキを施した板材同士のスポットでは必ず2段通電(初期電流でメッキを溶かす、2段通電目で金属を溶かす)といった作業が必要です。
1通電では溶け合わない訳ではありませんが、ナゲットの中にメッキが入り込んでしまい(不純物として)ナゲット強度不足気味にもなります。
